 Email:
Email:
Описание
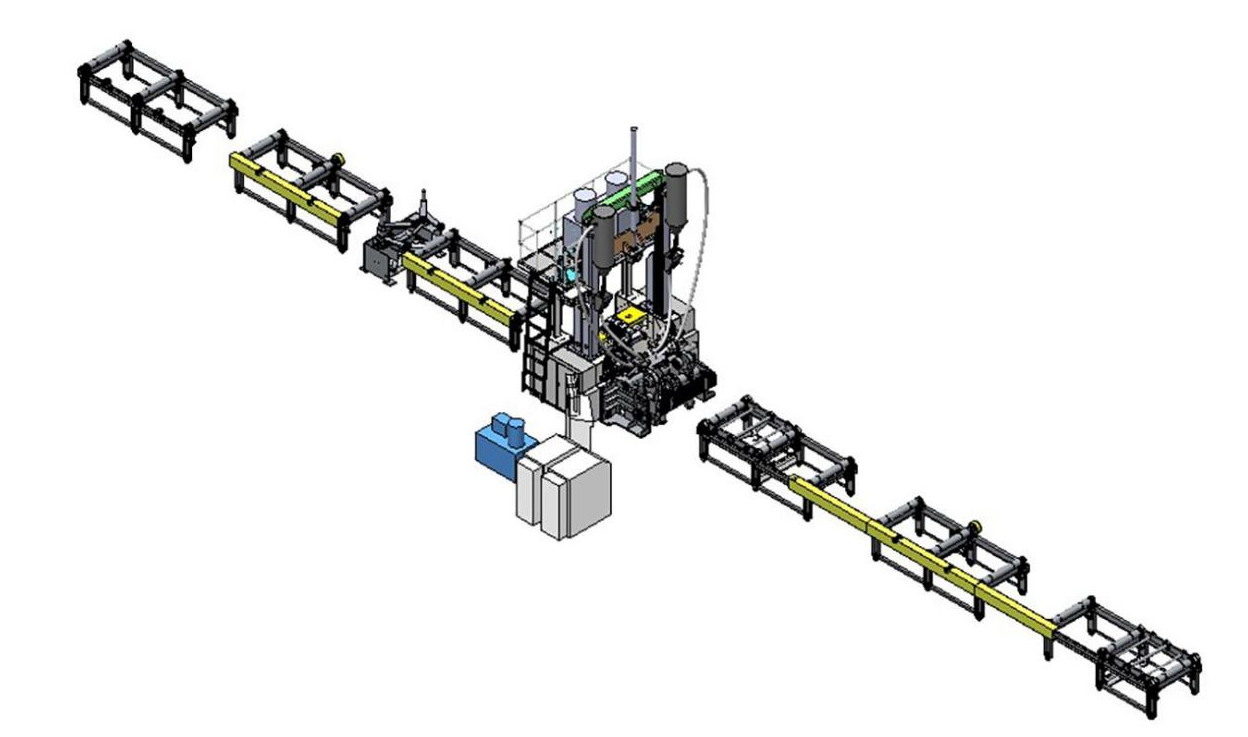
Анализ преимуществ и недостатков многофункциональной машины групповой сварки и коррекции
|
Проектная |
групповая сварочно-корректирующая интегрированная машина |
традиционная сборочная, сварочная, корректирующая сплит-машина |
|
Занимаемая площадь (только для сучастка сварки и зоны коррекции) |
300 квадратных метров |
800 квадратных метров |
|
количество операторов |
1 человек |
3-4 человека |
|
количество транспортных средств |
1 комплект |
3 комплекта |
|
количество подъемов |
2 раза |
6 раз |
|
точечная сварка при сборке, количество сварочной проволоки |
нет |
Около 30 тонн( исходя из годового объема производства в 10 000 тонн) |
|
Количество исправлений |
1 (тепловая коррекция) |
1-3 раза (коррекция холодом) |
|
Толщина полностью провариваемого сварного полотна без фаски |
6-10 мм (один проход) 6-16 мм 6-20 мм (2 прохода) |
6-16 мм 6-25 мм |
|
Примечания: 1.При превышении этой толщины сварку необходимо выполнять после снятия фаски |
||
|
Скорость сварки |
составляет 300-1500 мм/ мин (один проход) 250-750 мм/мин (один проход) 300-1500 мм /мин (два прохода) |
250-750 мм /мин (один проход) 300-1500 мм/мин (два прохода) |
|
Примечания: 1.Энергопотребление аппарата групповой сварки и коррекции “все в одном” немного экономится, но разница будет незначительной 2.Если используется стандартный процесс сварки(невозможно создать дугу на поверхности детали), необходимо использовать дугогасительную пластину и дугоприемную пластину. |
||



